In Last article, we talk how to choose correct focus point for laser cutting and also metioned it’s important to inspect before cutting. So let’s check what parts you need to inspect to ensure high cutting quality and fluent cutting processing.
1. Cleanliness of the lens
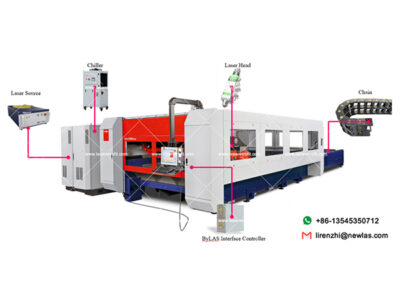
Cutting head is one of the most important parts of laser cutting machine, its cleanliness directly affects the processing performance and quality of the laser cutting machine.
If the lens is dirty, it will not only affect the cutting effect but also further cause the cutting head inside and the laser output head burned.
Pre-checking before cutting can prevent serious damage.
Methods of red light detection:
- Red light is indicated when the laser is turned on
- The white paper is about 300mm away from the cutting head nozzle to view the red light
- If there are black spots or irregular black objects in the red light, the lens is dirty and needs to be cleaned before cutting and debugging.


2. Coaxial debugging
The coaxiality of the nozzle outlet hole and the laser beam is one of the important factors affecting the quality of cutting.
If the nozzle is not on the same axis as the laser, slight inconsistencies can affect the cutting surface.
Serious cases of the laser will hit the nozzle, causing the nozzle heat and burn.
Methods:
- Prepare sticky papers
- Coaxial adjustment at focal point 0, so that the laser is in the center of the nozzle
- Light at focal point ±6mm
- If focus 0 and ±6mm hitting light point are in the center of the nozzle, it is normal. If not, it needs to replace the cutting head or laser light path offset.


3. Check the spot distribution
Spot shape directly feedback the lateral distribution of laser energy.
Spot roundness indicates the uniformity of energy distribution in different directions of the spot.
The high roundness of the spot with consistent energy distribution in all directions can ensure the smoothness of the cutting surface and the consistency of cutting speed in all directions to ensure the quality of cutting products.
Methods:
- Prepare laser spot paper
- The black laser spot paper is about 300mm away from the cutting head nozzle to make a spot
- If there are black spots in the spot, the lens is dirty
- If the spot is not round and the center is shifted, then the laser spot is poorly distributed


4. Nozzle heat range test
The biggest problem with higher power lasers for cutting thick carbon steel plates is the nozzle heat, so before cutting it is necessary to test the nozzle heat for different nozzle sizes at different focal points for full power output.
Before testing, it needs to adjust the coaxial so that the light spot is in the center of the nozzle output; install nozzle cooling gas for cut.
Methods:
- Iron buckets (containing an appropriate amount of water) placed underneath the cutting head.
- It blows the auxiliary gas first (gas type and air pressure should be set according to the actual gas required for cutting), with full power light out for 30 seconds to measure the nozzle temperature change.
- Change the nozzle size and continue testing as above
- Summarize the heat generation of different nozzles and provide a reference for the subsequent commissioning of the cutting process
- If the nozzle does not generate heat in a narrow range, check the cutting head, the nozzle, the lens and the laser problem, and then proceed to the next cutting process debugging