Fiber laser cutting has many advantages, such as high cutting precision, narrow cutting seam, smooth cutting surface and high efficiency. At the same time, the use of fiber laser cutting has significant advantages in terms of safety and environmental protection. In the future development trend, fiber laser cutting will occupy the status of mainstream equipment.
Next, we will discuss how to improve the cutting quality from equipment selection.
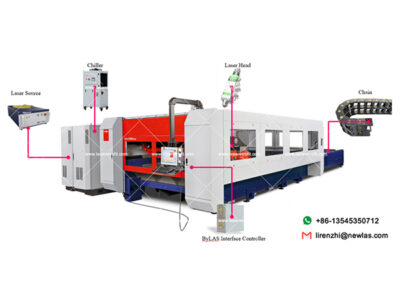
1. Fiber Laser Source
Laser cutting is a thermal cutting method that uses the focused high-power density laser beam to irradiate the workpiece to quickly melt, vaporize, ablate or reach the ignition point. At the same time, the high-speed air flow blows away the molten material, so as to cut the workpiece. As the core component of the cutting equipment, the selection of the fiber laser source has an important impact on the cutting efficiency and cutting effect, The followings are the key indicators to be considered in the selection of laser:

a. BPP: The smaller the BPP value, the smaller the beam can be focused, the higher the power density, the stronger the ability to vaporize the material, which is suitable for fine processing. The speed of cutting thin plate will be faster, and the cutting effect of highly reflective material will be better. The cutting beam will be larger with large BPP value, which is suitable for cutting thick plates.
b. Energy distribution: the closer the light spot is to the Gaussian distribution, the higher the central energy of the focused light spot, the better the symmetry of the light spot, the higher the speed of cutting the thin plate, the higher the smoothness of the cutting surface, and the higher the consistency of the cutting seam. The light spot is close to the flat top distribution, energy distribution will be more uniform, the energy transmission efficiency will be higher. It is a better choice to cutting with thicker plates.
c. Spot roundness: spot roundness indicates the uniformity of the energy distribution in different directions. The spot with high roundness has a uniform energy distribution in all directions, it can ensure the consistency of the cutting surface and cutting speed in all directions when doing non-linear cutting.
d. Power output stability: it’s the absolute value of the output power change within a period of time, which indicates the stability when different power outputs are set within the power range (10%-100%). The smaller the power output stability, the better the stability of the laser under different powers, which ensures the consistency of the cutting surface and cutting speed of different materials and different thicknesses under long-term cutting, which can ensure the stability of product quality.
2. Cutting Control System
The control system is an important part of the laser cutting equipment. Through the processing of the control system, the laser cutting equipment can realize the graphics and image files designed by the user. Therefore, in order to obtain the final cutting workpiece, the choice of control system is particularly important. A good control system should have the following functions:
a. Perforation control
b. Start cutting control
c. Corner and acceleration/deceleration control
d. Monitoring and alarm control
3. Cutting Auxiliary Gas

There are usually three types of auxiliary gas for laser cutting: air, nitrogen and oxygen. Different auxiliary gases should be selected for cutting different materials to achieve the best cutting effect. Oxygen is generally used for cutting MS, copper, etc.; air is suitable for cutting aluminum, stainless steel, brass, etc, which can reduce the formation of oxide films and save costs to a certain extent; nitrogen can prevent the formation of oxide film, suitable for cutting aluminum plate, stainless steel, brass, etc. In addition, argon gas can prevent oxidation and nitridation, and can be used for cutting titanium metal.
In addition to selecting the most suitable cutting auxiliary gas, gas pressure, gas concentration, nozzle, etc. will directly affect the cutting quality of the workpiece, and should be reasonably selected and checked based on the actual situation.
4. Other Configuration
In addition to the above factors that directly affect the cutting effect and efficiency, an excellent laser cutting system should also make corresponding choices on the following equipments to ensure the stability of long-term operation of the equipment:
a. Chiller: High-power cutting often generates a lot of heat. At this time, a chiller is required to cool the system. The cooling capacity, water flow, water pressure and other parameters of the chiller need to be selected according to the laser source power and the actual environment.
b. Exhaust and dust removal equipment: A large amount of dust will be generated during the cutting process. If the human body is in a place with high dust concentration for a long time, it will cause harm to the body. An exhaust and dust removal equipment is required to improve the working environment.
c. Environment: The external temperature, humidity, and air quality will also directly or indirectly affect the stability of the cutting equipment, suc h as preventing condensation in summer and freezing in winter.